板厚ごとのタレパンの事例を集めました
タレパン(タレットパンチプレス)は、タレットという金型で金属の板を打ち抜いて加工する手法です。
NC制御(数値制御プログラム)で金型の自動交換や、複雑な打ち抜き加工ができるため、高い精度で安定した品質を実現でき、多品種少量生産や中量生産に適しています。(「タレパン加工」より)
ここでは、タレパンの仕組みから、その特徴を解説すると共に、板厚ごとの詳しい事例をご紹介します。
タレパンとは?
タレパンは、タレットと呼ばれる円形の金型ホルダーに複数の金型(パンチ・ダイ)をセットし、必要な金型を自動で選択して金属板を打ち抜く加工のことです。金型交換が高速に自動化されているため、多品種・小〜中ロット加工に強いことが大きな特徴です。
タレパンの仕組み
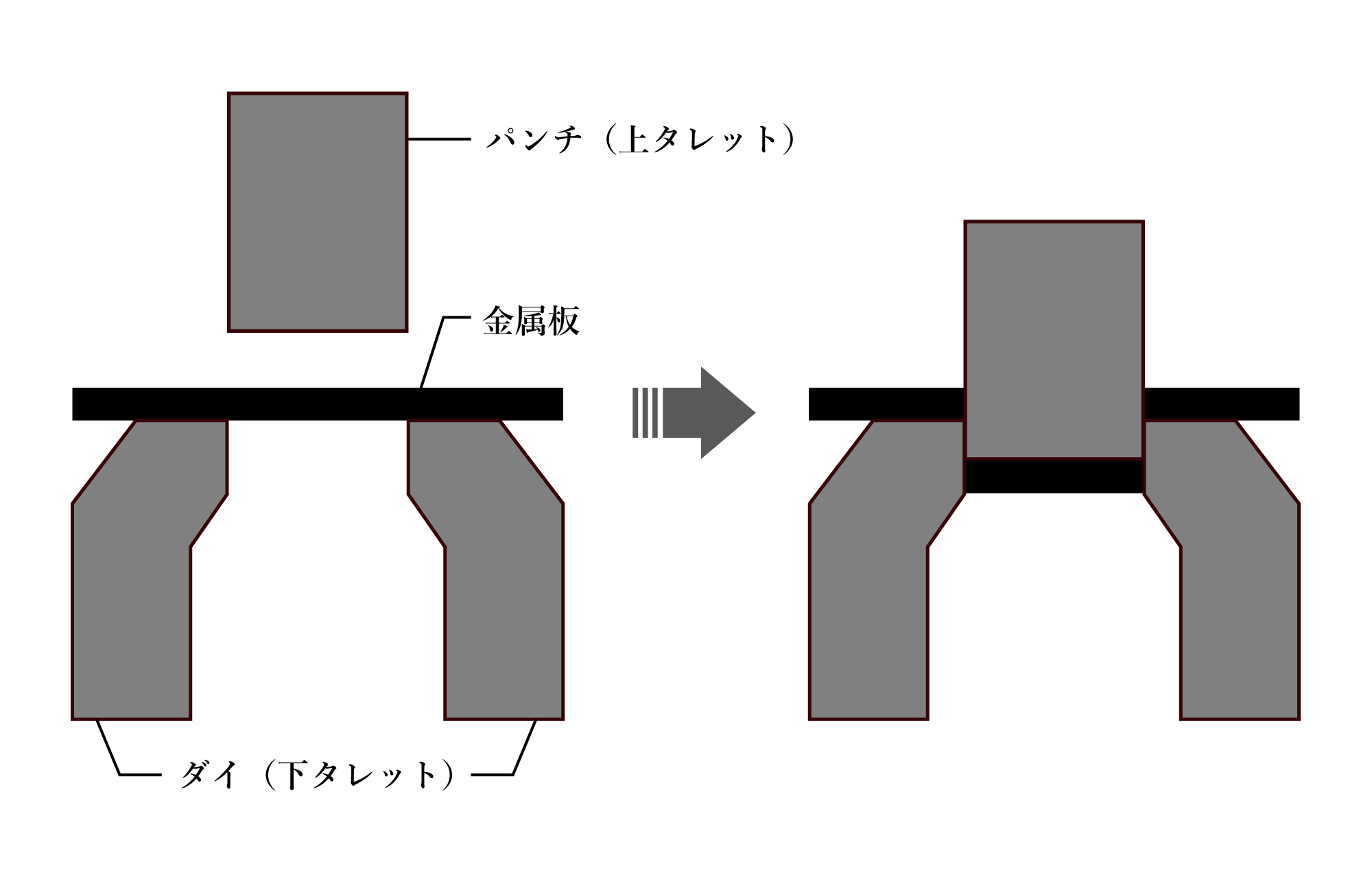
- タレット(上タレットと下タレット)にパンチとダイの金型セットが格納されており、NC制御によりタレットが回転して、必要な金型を加工位置に合わせます。
- 固定された金属板が移動し、サーボや油圧でパンチが上下運動することで、打ち抜き加工されます。
タレパンの種類
タレパンには主に以下の種類があります。
①NCタレットパンチプレス(一般的なタレパン)
最も普及している機械で、NC制御(数値制御プログラム)によりパンチ選択・板の搬送を自動化。穴あけ・外形抜き・成形加工まで幅広い加工が可能です。
②サーボ式タレットパンチプレス
静音性が高く、精密加工に向いています。成形加工の繰り返し精度にも秀でています。
③レーザー複合タレットパンチプレス
レーザー加工機能を組み合わせたハイブリッド機です。複雑形状はレーザー、量産の穴あけはパンチと使い分けできるため、高効率な総合加工が可能です。
株式会社都留のタレパン加工自動ライン(動画)
※大きな音が出ますのでご注意ください。
詳細はこちら:タレパン加工自動ライン(アマダ製EM2510)タレパンの特徴
タレパンは 「金型ストックを、回転するタレットで即時に切り替えられる」ことが大きな強みです。
これにより、多品種生産や複雑な穴パターン加工に優れています。
タレパンと他の打ち抜き加工法との比較
| 加工法 | 特徴 | 得意分野 | 苦手分野 |
|---|---|---|---|
| タレパン | 多金型を自動切替、成形加工も可能 | 多品種小ロット、穴パターンの多い板金 | 厚板(4.5mm以上)は制限あり |
| レーザー加工 | 切断自由度が最も高い | 複雑形状、厚板 | 複雑形状、厚板複雑形状、厚板 |
| プレス金型(順送金型) | 金型費用が高いが高精度で量産向け | 大量生産 | 小ロット、金型費がかかる |
| ファイバーレーザー+タレパン複合機 | 使い分け最強 | 一貫加工 | 機械価格が高い |
タレパンのメリット
- 多品種・小ロットの加工が速い: さまざまな形状の金型を組み合わせたり、金型の交換が瞬時にできるため、品目の多い加工に最適。
- 穴加工のスピードが非常に速い: レーザーよりも穴あけ加工が圧倒的に高速。
- 成形加工まで一度に可能: バーリング、エンボス、ルーバーなどの「立体形状」も加工できる。
- 位置精度が高い: 金型形状が固定されているため、繰り返しの精度が高い。
- 板材歩留まりが良い: 自動ネスティングとミクロジョイントで無駄が少ない。
タレパンのデメリット
- 厚板加工に制限がある:
一般的なタレパンはt=3.2mmまでが最も安定し、t=4.5mm以上は機種にもよるが、加工できないか品質が安定しない。
理由は、厚板では打ち抜きに必要な力が大きくなるため、パンチや機械への負荷が増えることに加え、パンチとダイの隙間(クリアランス)の設定がシビアになり、ダレやバリの発生に繋がりやすくなるため。 - 複雑な形状の外形は苦手: タレパンは、レーザーほど自由形状に対応できないため、R形状・曲線加工はレーザーのほうが優位になる。
- 金型が必要(形状に制約がある): 金型が存在しない特殊穴は加工不可。新規の金型作成には費用が発生する。
- 打ち抜き音・振動が出る: サーボ式の登場で騒音は改善されつつあるが、それでもレーザー加工より大きな音が出る。
「ステンレスのタレパン・板厚1.0t以下・100mm以下」の事例
レーザーパンチ加工、バリ取り、サーボベンダー、微細曲げ、スポット溶接を施したばね用ステンレス鋼
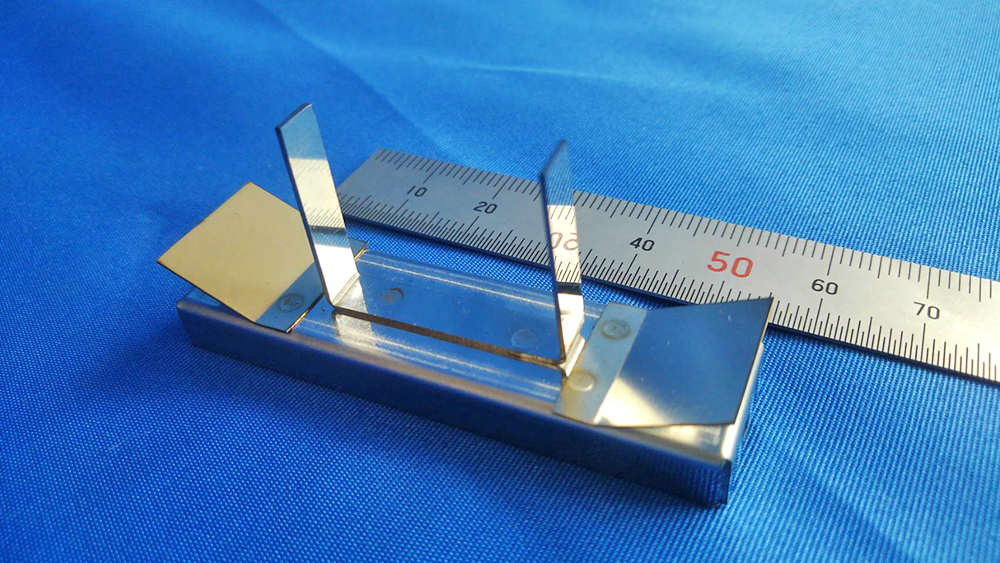
オーステナイト系ステンレスの中で最も使われているステンレスのバネ材です。2Bなどの一般的なSUS304は磁性はありませんが、バネ用であるSUS304CSPは磁性が多少あります。
CSP材は、市場性の高い物で言うと3種類から成り、1/2H、3/4H、Hとあり、HはHardの頭文字を取ったものなので、この3種類のなかではHが最も硬い材料になります。
薄板・ばね用ステンレス鋼などの精密板金も行っております。お気軽にお問い合わせください。
仕様・データ
| 材質 | SUS304 0.5t SUS304-CSP 0.2t(ばね用ステンレス鋼) |
|---|---|
| サイズ | 60×15×H25mm |
| 公差 | 一般公差範囲内 |
| ロット | 100~300 |
※タレパン以外の事例も含みます。
「ステンレスのタレパン・板厚1.0t以下・501~1,000mm」の事例
ファイバーレーザー溶接しバフ研磨を施した半導体製造装置カバー

ファイバーレーザー溶接で品質向上、工程改善、加工時間大幅短縮
ファイバーレーザー溶接は、薄板のカバーなど外観重視の溶接に最適です。
仕様・データ
| 材質 | SUS304 片面#400研磨 |
|---|---|
| 板厚 | 1.0t |
| サイズ | 300×200×H80mm |
| 公差 | 一般公差範囲内 |
| ロット | 100台 |
ヘミング曲げ(あざ折り)加工、バリ取り、TIG溶接、スポット溶接を施した厨房機器カバー

ヘミング曲げ(あざ折り)加工、R曲げ加工、スポット溶接の複合加工品
上下端面は、全周ヘミング曲げ加工。持ち手側はヘミング曲げしたものをスポット溶接。危険防止になります。
ヘミング曲げとは、板金を180°折り返した後、平らにつぶす加工です。あざ折り、つぶし曲げとも呼ばれております。「折る」「つぶす」という言葉は含まれるので、これらの呼び方のほうが加工内容をイメージしやすいかもしれません。方法としては、板金の端を紙のように細く折りたたんでつぶします。
R曲げについて仕様・データ
| 材質 | SUS304 2B |
|---|---|
| 板厚 | 1.0t |
| サイズ | 500×230×H120mm |
| 公差 | 一般公差範囲内 |
| ロット | 50台 |
タレパン加工で絞り、パンチングを施したステンレス製試験管ケース
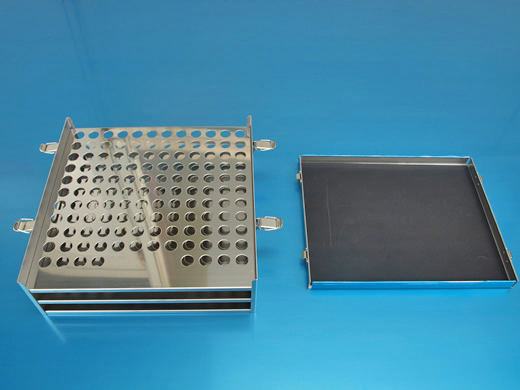
大学病院様からのご依頼に複合的に対応させていただきました
ステンレス材をタレパンにてパンチング加工後曲げ、プレスにて取っ手部分を金型にて絞り加工。その後パンチング材をスポット溶接にて組立。パッチン錠を溶接し、相方のフタにはラバーを接着し、完成。某大学病院様からのオーダーでした。
仕様・データ
| 材質 | SUS304片面研磨材 |
|---|---|
| 板厚 | 0.8t |
| サイズ | 350×350×80mm |
| ロット | 50個 |
※タレパン以外の事例も含みます。
「ステンレスのタレパン・板厚1.1t~2.0t・101~500mm」の事例
タレパン加工・皿穴(皿もみ)・R面取り仕上げ・バリ取り・プレスブレーキ使用の医療機器パネル
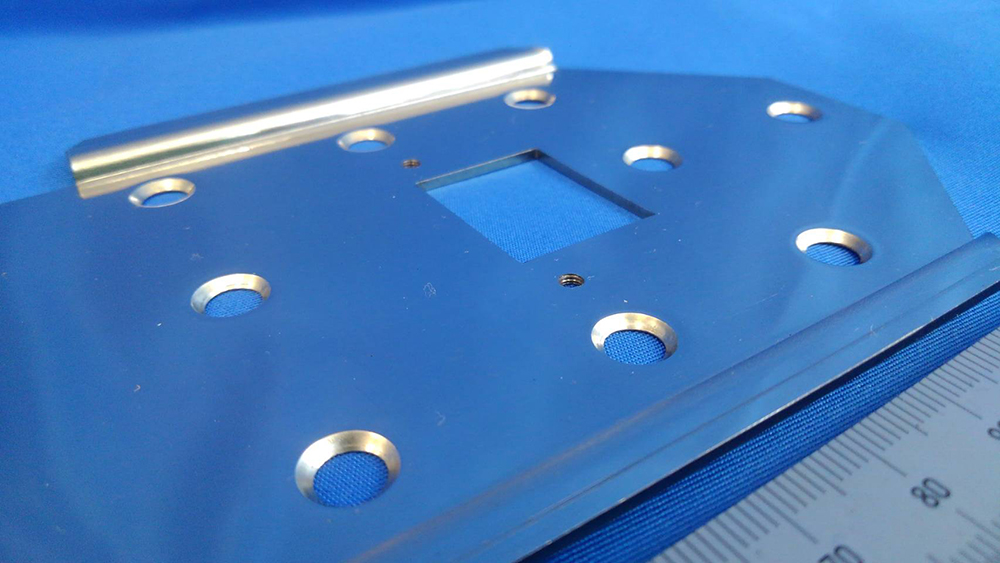
タレパン金型で皿もみ加工し工程改善、コスト大幅ダウン
NCタレットパンチプレスで皿ビス用金型(皿もみ金型)で成形加工したプレートです。
※M3~M5の下向き金型を保有しております。
課題
皿もみ加工が多数あり、切削加工に時間がかかっていた。
解決!
皿もみ、タップ加工を金型・機械装置で行い大幅コストダウン
- プレス金型で対応することにより、大幅に加工スピードが向上、工数削減。
- 穴の打ち抜きと皿穴の成形を同時に行うパンチング加工。タップ加工もその後同時に加工可能。
- 皿もみ、タップ加工ともに手作業でなく金型及び機械装置で行い、大幅コストダウン。
皿穴(皿もみ)加工とは
”皿もみ”はそのねじ頭を板金と同じ面もしくはそれ以下に沈めるために、すり鉢形状の穴をあける加工です。
皿もみ加工が多数ある場合は、切削加工の工数が増大します。プレス金型で対応することにより大幅に加工スピードが向上し、工数削減ができます。
仕様により対応できないものもありますので、お問合せください。
仕様・データ
| 材質 | SUS430-CP |
|---|---|
| 板厚 | 1.5t |
| サイズ | 140×100×H5mm |
| 公差 | 一般公差範囲内 |
| ロット | 100台 |
※タレパン以外の事例も含みます。
「ステンレスのタレパン・板厚1.1t~2.0t・501~1,000mm」の事例
タレパン+溶接加工(ナット溶接含む)+バフ研磨をした半導体製造設備板金加工部品
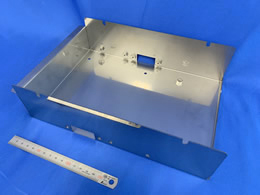
キズ等の品質管理が厳しいため、エアパッキンにてクリーン梱包して出荷
加工商品は、半導体製造設備板金加工部品です。
- 加工内容は、SUS304をタレパンにてブランク後溶接加工(ナット溶接含む)。
- バフ研磨後洗浄し、キズ等の品質管理が厳しいので、エアパッキンにてクリーン梱包して出荷しております。
仕様・データ
| 材質 | SUS304 片面研磨材 |
|---|---|
| 板厚 | 1.2t |
| サイズ | W300×L250×H100mm |
| ロット | 100個 |
※タレパン以外の事例も含みます。
「鉄のタレパン・板厚1.0t以下・101~500mm」の事例
スタッド溶接により正確に加工された照明機器パネル
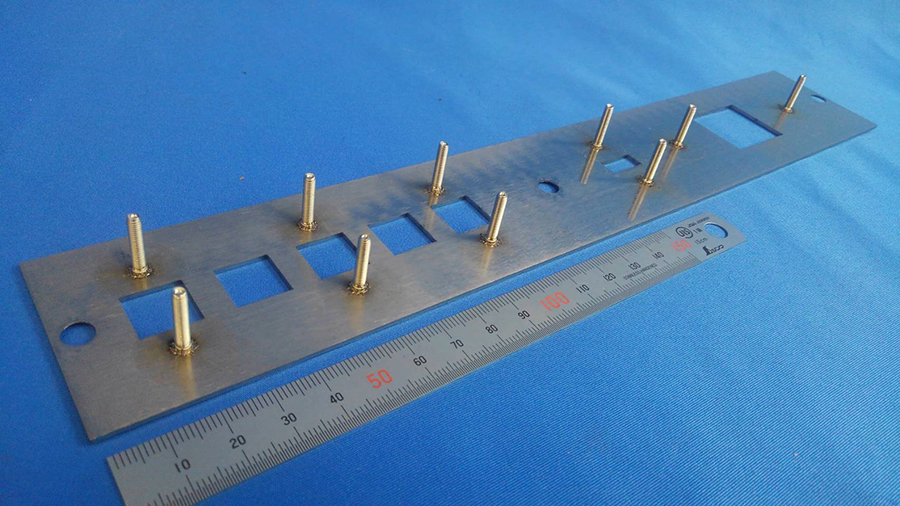
NCスタッド溶接機導入により、手動による溶接時の剥がれ・位置ずれをなくし正確・安定した加工が可能に
課題
手動による溶接時の剥がれ、位置ずれ
解決!
スタッド溶接で安定加工が可能に
リードタイム大幅短縮、コスト大幅削減
- NCスタッド溶接機導入により、正確・安定した加工が可能に
- リードタイムの大幅短縮によりコストの削減につながりました。スタッド溶接工程の改善。
※スタッド溶接加工M3~M8対応
スタッド溶接とは仕様・データ
| 材質 | SPCC(冷間圧延鋼板) |
|---|---|
| 板厚 | 1.0t |
| サイズ | 250×50㎜ |
| 公差 | ±0.2 |
| ロット | 300台 |
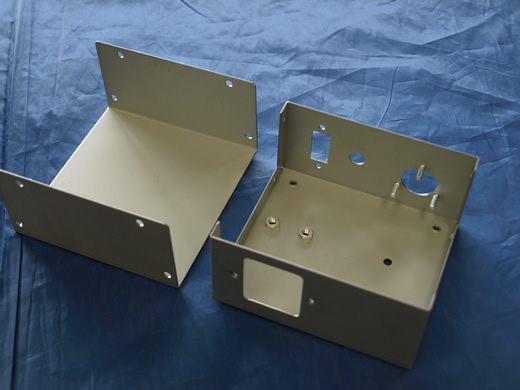
タレパン加工し圧入加工した電源機器シャーシとカバー(電源機器ケース・BOX板金加工)
電源機器のシャーシ、カバーの板金加工でございます。
タレパンでブランク、タップ加工し、その後スタッド等をカシメております。
当社は量産の精密板金を得意としております。
仕様・データ
| 材質 | ボンデ鋼板 |
|---|---|
| 板厚 | 1.0t |
| サイズ | 100×100×50mm |
| ロット | 100個 |
※タレパン以外の事例も含みます。
「鉄のタレパン・板厚1.0t以下・501~1,000mm」の事例
通信機器本体カバーのSPCC加工製品事例

タレパン加工、バリ取り、曲げ加工、ナットをTIG溶接、メッシュTIG溶接、部品スポット溶接で組み立て、塗装処理
仕様・データ
| 材質 | SPCC |
|---|---|
| 板厚 | 1.0t |
| サイズ | 340×380×H140mm |
タレパン加工した鉄の通信機器用ラック関連のシャーシ

ボンデ鋼板のままや、SPCCにメッキ仕様も可能です
ラック関連の板金製品です。
ボンデ鋼板をタレパン加工にてブランキングし、ブリッジ成型加工後複数のスペーサーを圧入します。
材質の仕様としては、お客様により異なりますが、ボンデ鋼板のままやSPCCに、メッキ仕様等が御座います。
仕様・データ
| 材質 | ボンデ鋼板 |
|---|---|
| 板厚 | 1.0t |
| サイズ | 300×400×50mm |
| ロット | 50個 |
※タレパン以外の事例も含みます。
「ステンレスのタレパン・板厚1.1t~2.0t・501~1,000mm」の事例
タレパン加工は、レーザー・パンチ複合加工より安価に加工できます。
内部部品など、比較的品質のうるさくないものは、コストダウンができます。
