曲げ加工(ベンダー加工)
曲げ加工のポイント
【動画】サーボベンダー
当社の曲げ加工技術



ポイント① 曲げ傷防止
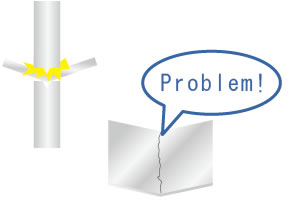
曲げ加工は、板金を台に載せ、ヤゲン等の金型を押し当てることで行われるものです。この際、金型により製品表面に傷がついてしまうことがあります。
後に塗装工程を経るものや、構造材等として使われるものであれば特に問題ありませんが、医療機器や厨房機器等、清潔さの求められる製品にとっては、大きな問題となることがあります。
保護シートの活用
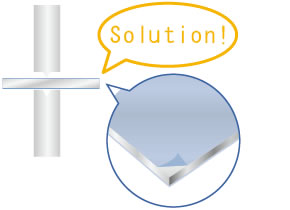
曲げ傷を防ぐために、金型が直接板金に触れないよう、保護シートがつけられた状態で曲げ加工を行っております。
精度面に影響が出ないよう、0.03mm程度の薄い保護シートを使用します。
ポイント② 角度出しの精度
板厚や材料、工程により差はありますが、部品材料を曲げても図面上の寸法が出ず、精度がでないことがあります。この影響は、アセンブリ段階で部品が合わないことや、最終製品の使用中にあらわれる欠陥に繋がるなど、無視できないものになります。
精度計算の徹底

このようなトラブルを防ぐため、角度出しについては材質や板厚、またその曲げ形状に応じて、その伸びやひずみ、応力をシミュレーションすることにより、加工の精度を高めています。
この精度出しの過程は職人の技術の成熟に拠る部分が大きく、この過程をいかにスピーディーに行うかが加工全体にかかる時間に大きく影響します。当社では、さまざまな難加工も手掛ける熟練した職人が作業にあたり、リードタイム短縮に大きく寄与しています。
普通寸法公差(精度について)
板金加工JIS規格に基づいております。
1. 打抜きの普通寸法許容差(JIS B 0408-1991)
単位:mm
| 基準寸法区分 | 等級 | ||
|---|---|---|---|
| A級 | B級 | C級 | |
| 6以下 | ±0.05 | ±0.1 | ±0.3 |
| 6を超え30以下 | ±0.1 | ±0.2 | ±0.5 |
| 30を超え120以下 | ±0.15 | ±0.3 | ±0.8 |
| 120を超え400以下 | ±0.2 | ±0.5 | ±1.2 |
| 400を超え1000以下 | ±0.3 | ±0.8 | ±2 |
| 1000を超え2000以下 | ±0.5 | ±1.2 | ±3 |
A級、B級及びC級は、それぞれJIS B0405の公差等級f、m及びcに相当する。
2.曲げ及び絞りの普通寸法許容差(JIS B 0408-1991)
単位:mm
| 基準寸法区分 | 等級 | ||
|---|---|---|---|
| A級 | B級 | C級 | |
| 6以下 | ±0.1 | ±0.3 | ±0.5 |
| 6を超え30以下 | ±0.2 | ±0.5 | ±1 |
| 30を超え120以下 | ±0.3 | ±0.8 | ±1.5 |
| 120を超え400以下 | ±0.5 | ±1.2 | ±2.5 |
| 400を超え1000以下 | ±0.8 | ±2 | ±4 |
| 1000を超え2000以下 | ±1.2 | ±3 | ±6 |
A級、B級及びC級は、それぞれJIS B0405の公差等級f、m及びcに相当する。
3.当社採用の普通寸法公差1(板厚~t3.2まで)
| 普通寸法公差 B級 JIS B 0408-B | ||
|---|---|---|
| 基準寸法区分 | 打ち抜き | 曲げ、絞り |
| 6以下 | ±0.1 | ±0.3 |
| 6を超え30以下 | ±0.2 | ±0.5 |
| 30を超え120以下 | ±0.3 | ±0.8 |
| 120を超え400以下 | ±0.5 | ±1.2 |
| 400を超え1000以下 | ±0.8 | ±2.0 |
4.当社採用の普通寸法公差2(板厚t3.2を超えるもの)
| 普通寸法公差 C級 JIS B 0408-C | ||
|---|---|---|
| 基準寸法区分 | 打ち抜き | 曲げ、絞り |
| 6以下 | ±0.3 | ±0.5 |
| 6を超え30以下 | ±0.5 | ±1.0 |
| 30を超え120以下 | ±0.8 | ±1.5 |
| 120を超え400以下 | ±1.2 | ±2.5 |
| 400を超え1000以下 | ±2.0 | ±4.0 |
曲げ加工(ベンダー加工)の流れ
SECC(ボンデ鋼板)通信機器ブラケットの多工程曲げです。

技術別詳細
ステンレス・鉄・アルミ
の精密板金加工
50~1,000個の中ロット
生産はお任せください!
【製造コスト削減】に向け
総合的に
アプローチいたします。
見積は即確認いたします)
- 資料請求
- 見積・お問合せ
-
- TEL
- 044-742-4300
- FAX
- 044-742-4301
- info@tsuru.co.jp
お電話でのお問合せは
平日9:00〜17:00までと
なっております。